
 Tiếng Việt
Tiếng ViệtKaizen Work standardization and Kaizen steps are important in improving standards, quality and productivity. The advantage of work standardization is that it has become the default tool for improvement in all operational processes with human & machine combined.
Specifically, work standardization is carried out to make the most effective use of manpower and equipment in areas where human and machine power can be combined. A working corner with 10 stations and three employees is a sample scenario that can be considered. Are these three employees enough to get the job done? What happens when job requirements change? How many stations does each employee need to be in charge of? Is there any possibility of improvement?

The method of standardizing work in Kaizen
Work standardization is the method for Toyota to answer the above questions. Essentially, this analytical technique requires skills in job analysis as well as time and motion studies. Some prerequisites will not be possible in all cases. Work standardization is used in Toyota for production lines that produce separate parts with the same amount of work content. Equipment and quality problems in the line must be minimal, or they will show gaps in them as well as potential for improvement. When standardizing work simply doesn’t “fit” for some reason, we recommend relying on good work instruction methods first, and then introducing Kaizen analysis methods, such as those already stated below:
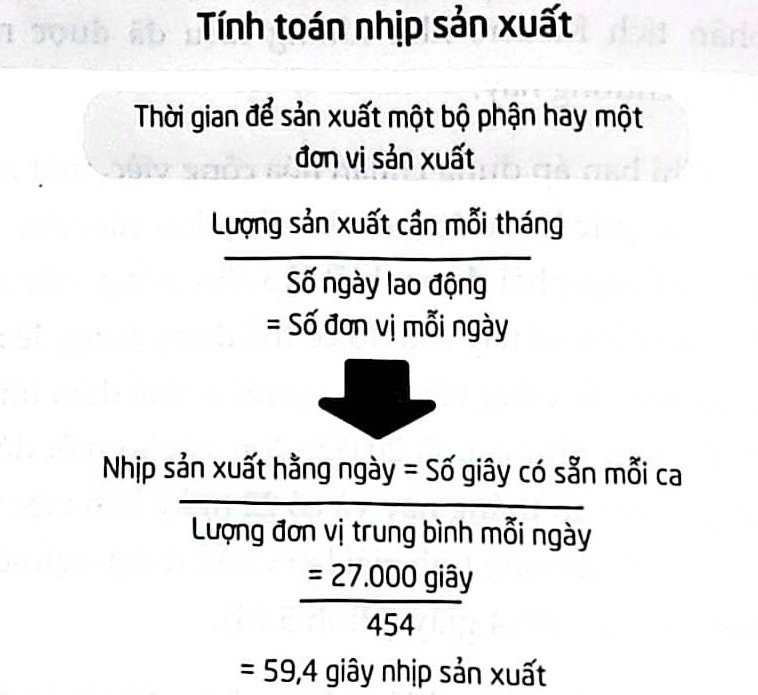
Calculating production spans – A method of standardizing work in Kaizen
When you apply work normalization, a production cadence (i.e. demand rate) based on customer demand must be established for the array of jobs that need it. This number can then be used to determine how much work each person can take on. For example, if demand is 20,000 units of a product line this month and there are 22 workdays with 2 7.5 hour shifts (excluding breaks and lunch), you will have a production rate of 59.4 second.
How many workers will you need to produce at this rate? The answer depends on the total amount of work in the area and its relation to demand. The more jobs, the more workers are needed. The less work, the fewer workers needed. Assume 178.2 seconds of total work exists to create the product from start to finish based on detailed observation of the process. The total production cycle divided by the production span tells us how many resources are needed. In this case, with a production span of 59.4 seconds we can decide that three workers are required to operate each shift to complete production because 178.2/59.4=3.0.
So For the current workload, the most efficient solution is to have 3 workers do one job, each person 59.4 seconds no more, no less. Doing more will put a “muri” burden on the workers, and doing less will cause you to lose opportunities or waste time. Line speeds vary based on production cadence, so there will be staffing requirements. different force.
See more 5 core tools management system improvement tools
See also DQS Center introduction to food safety management systems
DQS CENTER provides certification consulting services, with globally recognized certificates. With the responsibility of Contributing to the cause of improving the quality of products and goods for businesses, along with the sustainable development of the business and its business motto Harmonious development, DQS CENTER is not only service provider, but also a reliable partner, a companion to share difficulties and problems with businesses in the process of operating the system.
Contact us to begin your certification process:
Hotline: 08 1275 3919
Email: dqscenter@gmail.com
DQS CENTER Co., Ltd
Address: No. 617, Nguyen Dinh Chieu Street, Ward 2, District 3, HCMC

